普通磨具 本公司普通磨具主要包括陶瓷,树脂结合剂磨具。他们包括各种形状和规格,广泛应用于平面磨、外面磨、内圆磨、无心磨、曲轴磨等。磨具规格和尺寸可根据客户要求生产。
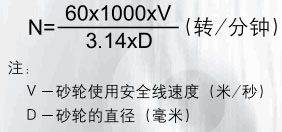
普通磨具的标志方法 磨具按形状尺寸、磨料、粒度、硬度、组织号、结合剂、线速度顺序来写.
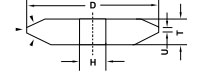
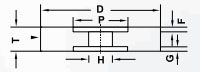
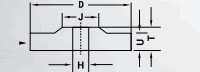
单面凸砂轮